Lasercutter OMtech Turbo-756
Bei unserem OMtech Turbo-756 handelt es sich um einen 60W CO2-Laser mit einer Bearbeitungsfläche von 700x500mm.
Der Lasercutter darf nur nach einer (Sicherheits-)Einweisung durch ein Mitglied eigenständig verwendet werden!
Einweisung
Hinweise
Sicherheitsrelevant
- Es dürfen nur zweifelsfrei geeignete Materialien bearbeitet werden.
Keinesfalls dürfen Materialien gelasert werden, die giftige Gase entwickeln können. Dazu zählt z.B. PVC oder Teflon!
Es dürfen keine leicht entzündlichen Materialien bearbeitet werden - Solange der Laser arbeitet muss sich immer eine Person im Raum befinden und den Auftrag am Laser überwachen
- Sollte etwas schief laufen (Laser fährt in Material oder Material beginnt zu brennen) sofort Not-Aus betätigen
- Der Laser darf nur Betrieben werden, wenn alle Abdeckungen geschlossen sind. Alle Klappen, die nicht verschraubt sind, sind überwacht. Wenn eine Verschraubte Abdeckung geöffnet ist, darf der Laser nicht betrieben werden.
- Während der Laser läuft muss die Abluft eingeschaltet sein und der Abluftschlauch korrekt montiert sein
- Sicherstellen, dass ein Feuerlöscher in der Nähe ist => Im Brandfall nur mit CO2-Löscher (kein Pulver oder Schaum)
Allgemeine Hinweise
- Das FabLab Ansbach übernimmt keine Haftung für entstandene Schäden. Jeder ist für sein Handeln selbst verantwortlich.
- Das Wabengitter ist empfindlich. Daher keine schweren Gegenstände darauf ablegen
- Außer der Höheneinstellung der Auflage darf am Gerät nichts verstellt werden
Einrichtung und Fokus
Material ausrichten
Das Material kann (je nach verwendeter Software und Einstellungen) frei auf der Arbeitsfläche Platziert werden. Mit den Pfeiltasten kann der Laserkopf zum Startpunkt verfahren werden, mit "Origin" wird der Startpunkt auf die aktuelle Position gesetzt.
Mit "Frame" kann man die Positionierung überprüfen (der Laserpointer zeigt an, wo sich das zu lasernde Objekt auf der Arbeitsfläche befindet)
Fokus einstellen
Der Fokus wird durch die Höhe der Arbeitsfläche (Drehrad vorne Rechts) Eingestellt. Für den richtigen Abstand liegt beim Laser eine Lehre (kleines, dunkles Plexiglas).
Der Fokus wird eingestellt, indem man das Material soweit nach oben fährt, dass man die Lehre gerade noch zwischen Laserkopf und Material bewegen kann.
Starten eines Programmes
- Programm auf den Laser übertragen (siehe VisiCut oder Lightburn)
- Knopf "Files" drücken
- Mit den Pfeiltasten in der Liste die richtige Datei auswählen (neueste sind oben) und mit Enter bestätigen
- Jetzt könnte man auf dem Laser noch Einstellungen anpassen
- Origin setzen und Fokus überprüfen (sieht Einrichtung und Fokus)
- Abluft (und spätestens jetzt Kühlung) einschalten
- Deckel schließen und Sicherheitsschleife quittieren
- Sicherstellen, dass Schlüssel auf Position ON ist (sonst fährt der Laserkopf, aber die Röhre bleibt aus)
- Sobald die LED Gelb leuchtet, ist der Laser "scharf"
- Mit "Start" kann das Programm gestartet werden
Materialien
Empfohlene Einstellungen für Materialen.
Selbst mitgebrachte Materialien müssen zweifelsfrei (z.B. durch einen originalen Aufkleber) unbedenklich sein. Bevor das Material gelasert werden darf muss der Raumverantwortliche diesem zustimmen.
Änderungen und neue Materialien bitte auch an Kilian weitergeben, damit unsere VisiCut Config im GitHub angepasst werden kann.
| Material | Dicke | Aktion | Leistung | Geschwindigkeit | Kommentar |
| Sperrholz "Laser" Birke | 2mm | CUT | 50% min 70% max |
42mm/s | kk@20250721 |
| Sperrholz "Laser" Birke | 2mm | ENGRAVE | 15% | 275mm/s | kk@20250721 |
| Sperrholz "Laser" Birke | 4mm | CUT |
55% min 75% max |
17,5mm/s | kk@20250722 |
| Sperrholz "Laser" Birke | 4mm | ENGRAVE |
15% |
275mm/s | kk@20250721 |
| Sperrholz Pappel | 4mm | CUT |
55% min 75% mx |
25mm/s | kk@20251113 |
| Sperrholz Pappel | 4mm | ENGRAVE |
17% |
275mm/s | kk@20251113 |
| Sperrholz Pappel | 3mm | CUT |
55% min 75% mx |
25mm/s | |
| Sperrholz Birke | 3mm | CUT |
55% min 75% max |
27mm/s | kk@20251113 |
| Sperrholz Birke | 3mm | ENGRAVE |
17% |
300mm/s | kk@20251113 |
| Sperrholz Buche | 4mm | CUT |
55% |
18mm/s | kk@20260205 |
| HDF | 3mm | CUT |
50% |
20mm/s | tb@20260514 |
| Acrylglas GS Transparent | 4mm | CUT |
60% min 75% max |
15,5mm/s | cr@20260312 |
| Acrylglas GS Transparent | 4mm | ENGRAVE |
17,5% |
250mm/s | cr@20260312 |
| Acrylglas XT Transparent | 2mm | CUT |
60% min 75% max |
31mm/s | kk@20250828 |
| Acrylglas XT Transparent | 2mm | ENGRAVE |
17,5% |
250mm/s | kk@20250828 |
| Acrylglas XT Transparent | 4mm | CUT |
60% min 75% max |
15,5mm/s | kk@20250828 |
| Acrylglas XT Transparent | 4mm | ENGRAVE |
17,5% |
250mm/s | kk@20250828 |
| Acrylglas XT Hellblau Transparent |
2,5mm | CUT |
60% min 75% max |
18mm/s | Beide Seiten Schutzpapier |
| PE Hartschaum | 5mm | CUT |
40% min 45% max |
50mm/s |
geht evtl. noch langsamer kk@20250226 |
| Glas (aro Tumbler) | ENGRAVE |
12,5% min 15% max |
230 mm/s |
ld@20260408 |
VisiCut
Installation
Inkscape: über den bevorzugten Paketmanager
VisiCut: https://github.com/t-oster/VisiCut/releases
Da es nur selten richtige Release-Versionen von VisiCut gibt, das Projekt aber aktiv gepflegt wird, empfehlen wir den Continuous build zu nehmen.
In VisiCut: Extras -> Install Inkscape Extension (funktioniert nur, wenn Inkscape nicht als Snap geladen wurde)
Einrichtung des Lasers
Zukünfig: Beim Start von VisiCut die Einstellungen für das FabLab Ansbach auswählen und herunterladen (Ab Version 2.1-17 verfügbar).
Aktuell: Einstellungen aus https://github.com/FabLab-Ansbach/visicut-settings und in ~/.visicut ablegen
Eckdaten zum Laser / empfohlene Einstellungen:
Arbeitsfläche: 700x500mm
IP: 10.200.1.21
Flix X-Axis: Yes (macht relative Postitionierung kaputt, ist aber notwendig da sonst alles spiegelverkehrt ist)
Max. Move Speed: 500mm/s
Min. Power: 13%
Max. Power: 75%
Lightburn
Da aktuelle Lightburn Versionen nur noch unter Windows lauffähig sind gibt es einen Windows-Rechner, der über eine Remote-Desktop-Verbindung bedient werden kann.
Für die Verbindung mit dem Lightburn-Rechner wird keine spezielle Software benötigt. Die Verbindung wird im Browser über Guacamole aufgebaut.
Für das Passwort bitte den Raumverantwortlichen oder ein Mitglied ansprechen. Dieses ist im Internen Teil des Wikis hinterlegt.
Zur Lightburn Workstation
Rotationseinheit
Für die Nutzung der Rotationseinheit wird eine separate Einweisung eines Maschinenpaten empfohlen.
Alle nötigen Veränderungen am Gerät müssen nach der Nutzung wieder zurückgebaut werden!
Aufbau und Anschluss am Lasercutter
- Den Tisch weit nach unten fahren, um Platz für die Einheit zu machen
- Die Einheit auf den Tisch stellen und entlang der X-Achse ausrichten
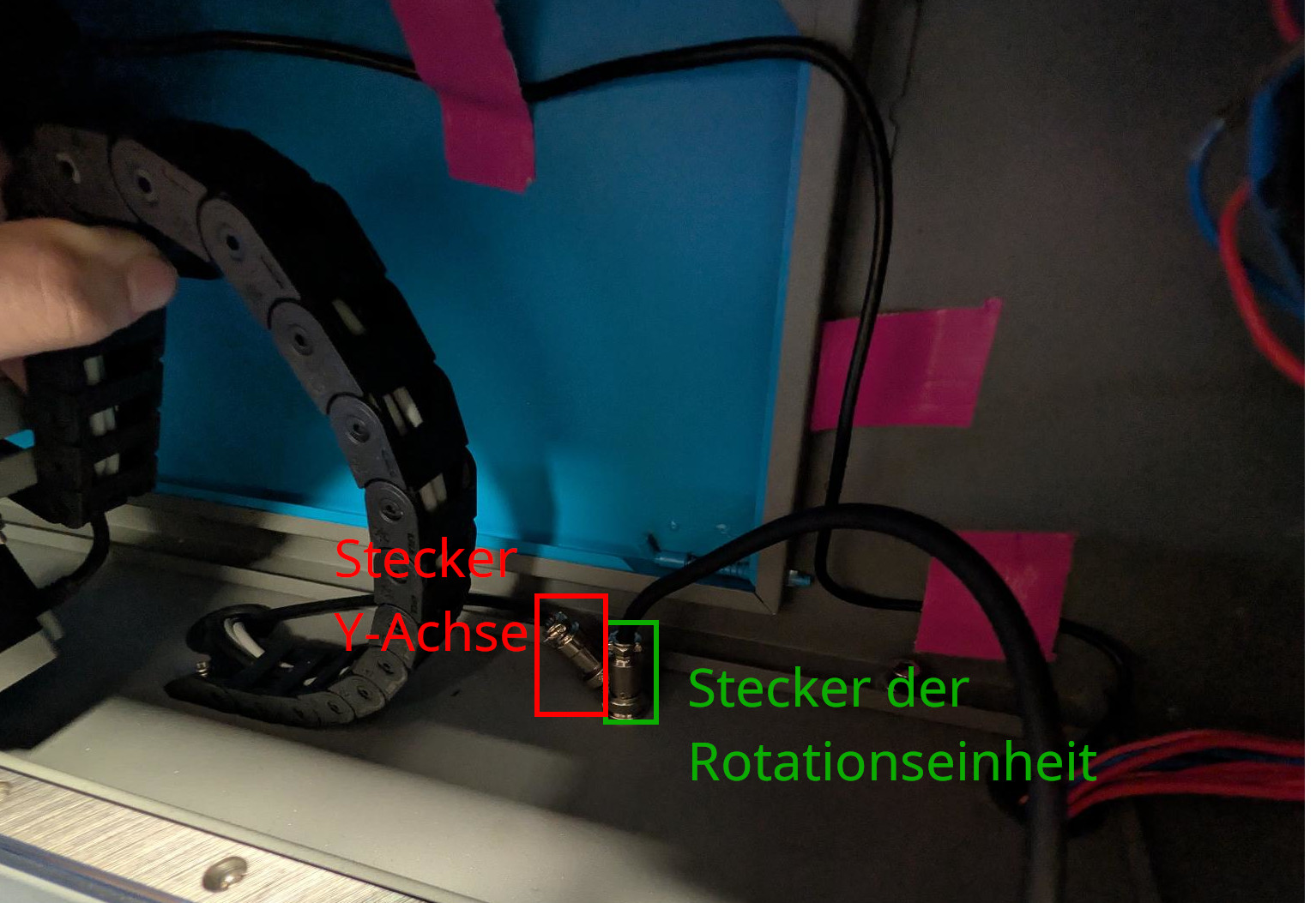
- Auf der Rechten Seite befindet sich ein Stecker für den Motor der Y-Achse (siehe Abb.). Diesen Ausstecken und stattdessen die Rotationseinheit anstecken.
- Ggf. Toolhead und Rotationseinheit so ausrichten, dass der Laserkopf mittig über dem Werkstück steht.
Konfiguration
Die Konfiguration kann entweder in Lightburn, oder direkt am Laser vorgenommen werden.
Es wird empfohlen, die Rotationseinheit in Lightburn zu konfigurieren.
In Lightburn
- Menü öffnen: Laserwerkzeuge / Rotationseinrichtung (Oder Ctrl+Shift+R)
- Werte eingeben:
- Rotationstyp: Roller
- Rotation aktivieren: Ein
- Drehachse: Y-Achse
- Schritte pro Umdrehung: 7100
- Rollerdurchmesser: 65mm

Am Lasercutter
Nicht empfohlen!
Werkstück ausrichten u. Einheit einstellen
Die linken rollen können in Höhe und Abstand zur motorisierten Seite verstellt werden.
- Abstand einstellen
- Die Fixier-Schraube unten lösen
- Die Rollen an die gewünschte Position fahren
- Die Rollen mittels Schraube wieder fixieren
- Höhe einstellen
- Die Fixierungs-Schraube (Hinten oben) lösen
- Mittels der Stellschraube (steht nach oben raus) die Höhe einstellen
- Fixierungs-Schrabe wieder festziehen