Maschinen und Ausstattung
Alles über die Maschinen im FabLab. Einweisungen, Anleitungen, Materiallisten, etc.
- Maschinenpaten Übersicht
- Lasercutter OMtech Turbo-756
- 3D-Drucker Voron Trident 350
- Elektronikwerkstatt
- Textilwerkstatt
- Templates
Maschinenpaten Übersicht
Diese Seite bietet eine Übersicht über alle Maschinenpaten im FabLab.
Die Paten sind zuständig für die Wartung der Maschinen, Organisation von Einweisungen und sind Ansprechpartnern bei Problemen oder Reparaturen.
Ggf. ist nur der Name angegeben, da die Paten der Veröffentlichung der Kontaktdaten nicht zugestimmt haben. Solltet ihr keine Kontaktdaten finden, wendet euch gerne an den Vorstand.
Maschine |
Paten und Kontakt |
Kommentar |
| Lasercutter |
Kilian: kilian (at) fablab-ansbach.de Christian |
|
| 3D-Drucker |
Lukas lukas (at) fablab-ansbach.de Felix |
|
| Elektronik-Werkstatt |
Tibor tibor (at) fablab-ansbach.de Frank |
|
| Textildruck (Plotter und Presse) |
Hans-Peter Wolfgang |
|
| Nähen und Sticken | Sophia Hans-Peter |
|
| IT-Infrastruktur Team |
Kilian
|
Einschränkung: Für einige Systeme Mitgliedschaft im Vorstand notwendig
|
Lasercutter OMtech Turbo-756
Bei unserem OMtech Turbo-756 handelt es sich um einen 60W CO2-Laser mit einer Bearbeitungsfläche von 700x500mm.
Der Lasercutter darf nur nach einer (Sicherheits-)Einweisung durch ein Mitglied eigenständig verwendet werden!
Einweisung
Hinweise
Sicherheitsrelevant
- Es dürfen nur zweifelsfrei geeignete Materialien bearbeitet werden.
Keinesfalls dürfen Materialien gelasert werden, die giftige Gase entwickeln können. Dazu zählt z.B. PVC oder Teflon!
Es dürfen keine leicht entzündlichen Materialien bearbeitet werden - Solange der Laser arbeitet muss sich immer eine Person im Raum befinden und den Auftrag am Laser überwachen
- Sollte etwas schief laufen (Laser fährt in Material oder Material beginnt zu brennen) sofort Not-Aus betätigen
- Der Laser darf nur Betrieben werden, wenn alle Abdeckungen geschlossen sind. Alle Klappen, die nicht verschraubt sind, sind überwacht. Wenn eine Verschraubte Abdeckung geöffnet ist, darf der Laser nicht betrieben werden.
- Während der Laser läuft muss die Abluft eingeschaltet sein und der Abluftschlauch korrekt montiert sein
- Sicherstellen, dass ein Feuerlöscher in der Nähe ist => Im Brandfall nur mit CO2-Löscher (kein Pulver oder Schaum)
Allgemeine Hinweise
- Das FabLab Ansbach übernimmt keine Haftung für entstandene Schäden. Jeder ist für sein Handeln selbst verantwortlich.
- Das Wabengitter ist empfindlich. Daher keine schweren Gegenstände darauf ablegen
- Außer der Höheneinstellung der Auflage darf am Gerät nichts verstellt werden
Einrichtung und Fokus
Material ausrichten
Das Material kann (je nach verwendeter Software und Einstellungen) frei auf der Arbeitsfläche Platziert werden. Mit den Pfeiltasten kann der Laserkopf zum Startpunkt verfahren werden, mit "Origin" wird der Startpunkt auf die aktuelle Position gesetzt.
Mit "Frame" kann man die Positionierung überprüfen (der Laserpointer zeigt an, wo sich das zu lasernde Objekt auf der Arbeitsfläche befindet)
Fokus einstellen
Der Fokus wird durch die Höhe der Arbeitsfläche (Drehrad vorne Rechts) Eingestellt. Für den richtigen Abstand liegt beim Laser eine Lehre (kleines, dunkles Plexiglas).
Der Fokus wird eingestellt, indem man das Material soweit nach oben fährt, dass man die Lehre gerade noch zwischen Laserkopf und Material bewegen kann.
Starten eines Programmes
- Programm auf den Laser übertragen (siehe VisiCut oder Lightburn)
- Knopf "Files" drücken
- Mit den Pfeiltasten in der Liste die richtige Datei auswählen (neueste sind oben) und mit Enter bestätigen
- Jetzt könnte man auf dem Laser noch Einstellungen anpassen
- Origin setzen und Fokus überprüfen (sieht Einrichtung und Fokus)
- Abluft (und spätestens jetzt Kühlung) einschalten
- Deckel schließen und Sicherheitsschleife quittieren
- Sicherstellen, dass Schlüssel auf Position ON ist (sonst fährt der Laserkopf, aber die Röhre bleibt aus)
- Sobald die LED Gelb leuchtet, ist der Laser "scharf"
- Mit "Start" kann das Programm gestartet werden
Materialien
Empfohlene Einstellungen für Materialen.
Selbst mitgebrachte Materialien müssen zweifelsfrei (z.B. durch einen originalen Aufkleber) unbedenklich sein. Bevor das Material gelasert werden darf muss der Raumverantwortliche diesem zustimmen.
Änderungen und neue Materialien bitte auch an Kilian weitergeben, damit unsere VisiCut Config im GitHub angepasst werden kann.
| Material | Dicke | Aktion | Leistung | Geschwindigkeit | Kommentar |
| Sperrholz "Laser" Birke | 2mm | CUT | 50% min 70% max |
42mm/s | kk@20250721 |
| Sperrholz "Laser" Birke | 2mm | ENGRAVE | 15% | 275mm/s | kk@20250721 |
| Sperrholz "Laser" Birke | 4mm | CUT |
55% min 75% max |
17,5mm/s | kk@20250722 |
| Sperrholz "Laser" Birke | 4mm | ENGRAVE |
15% |
275mm/s | kk@20250721 |
| Sperrholz Pappel | 4mm | CUT |
55% min 75% mx |
25mm/s | kk@20251113 |
| Sperrholz Pappel | 4mm | ENGRAVE |
17% |
275mm/s | kk@20251113 |
| Sperrholz Pappel | 3mm | CUT |
55% min 75% mx |
25mm/s | |
| Sperrholz Birke | 3mm | CUT |
55% min 75% max |
27mm/s | kk@20251113 |
| Sperrholz Birke | 3mm | ENGRAVE |
17% |
300mm/s | kk@20251113 |
| Sperrholz Buche | 4mm | CUT |
55% |
18mm/s | kk@20260205 |
| HDF | 3mm | CUT |
50% |
20mm/s | tb@20260514 |
| Acrylglas GS Transparent | 4mm | CUT |
60% min 75% max |
15,5mm/s | cr@20260312 |
| Acrylglas GS Transparent | 4mm | ENGRAVE |
17,5% |
250mm/s | cr@20260312 |
| Acrylglas XT Transparent | 2mm | CUT |
60% min 75% max |
31mm/s | kk@20250828 |
| Acrylglas XT Transparent | 2mm | ENGRAVE |
17,5% |
250mm/s | kk@20250828 |
| Acrylglas XT Transparent | 4mm | CUT |
60% min 75% max |
15,5mm/s | kk@20250828 |
| Acrylglas XT Transparent | 4mm | ENGRAVE |
17,5% |
250mm/s | kk@20250828 |
| Acrylglas XT Hellblau Transparent |
2,5mm | CUT |
60% min 75% max |
18mm/s | Beide Seiten Schutzpapier |
| PE Hartschaum | 5mm | CUT |
40% min 45% max |
50mm/s |
geht evtl. noch langsamer kk@20250226 |
| Glas (aro Tumbler) | ENGRAVE |
12,5% min 15% max |
230 mm/s |
ld@20260408 |
|
| Aluminium Eloxiert (Burg Wächter Schloss) |
ENGRAVE |
12% min |
400 mm/s |
Air Assist deaktivieren |
VisiCut
Installation
Inkscape: über den bevorzugten Paketmanager
VisiCut: https://github.com/t-oster/VisiCut/releases
Da es nur selten richtige Release-Versionen von VisiCut gibt, das Projekt aber aktiv gepflegt wird, empfehlen wir den Continuous build zu nehmen.
In VisiCut: Extras -> Install Inkscape Extension (funktioniert nur, wenn Inkscape nicht als Snap geladen wurde)
Einrichtung des Lasers
Zukünfig: Beim Start von VisiCut die Einstellungen für das FabLab Ansbach auswählen und herunterladen (Ab Version 2.1-17 verfügbar).
Aktuell: Einstellungen aus https://github.com/FabLab-Ansbach/visicut-settings und in ~/.visicut ablegen
Eckdaten zum Laser / empfohlene Einstellungen:
Arbeitsfläche: 700x500mm
IP: 10.200.1.21
Flix X-Axis: Yes (macht relative Postitionierung kaputt, ist aber notwendig da sonst alles spiegelverkehrt ist)
Max. Move Speed: 500mm/s
Min. Power: 13%
Max. Power: 75%
Lightburn
Da aktuelle Lightburn Versionen nur noch unter Windows lauffähig sind gibt es einen Windows-Rechner, der über eine Remote-Desktop-Verbindung bedient werden kann.
Für die Verbindung mit dem Lightburn-Rechner wird keine spezielle Software benötigt. Die Verbindung wird im Browser über Guacamole aufgebaut.
Für das Passwort bitte den Raumverantwortlichen oder ein Mitglied ansprechen. Dieses ist im Internen Teil des Wikis hinterlegt.
Zur Lightburn Workstation
Rotationseinheit
Für die Nutzung der Rotationseinheit wird eine separate Einweisung eines Maschinenpaten empfohlen.
Alle nötigen Veränderungen am Gerät müssen nach der Nutzung wieder zurückgebaut werden!
Aufbau und Anschluss am Lasercutter
- Den Tisch weit nach unten fahren, um Platz für die Einheit zu machen
- Die Einheit auf den Tisch stellen und entlang der X-Achse ausrichten
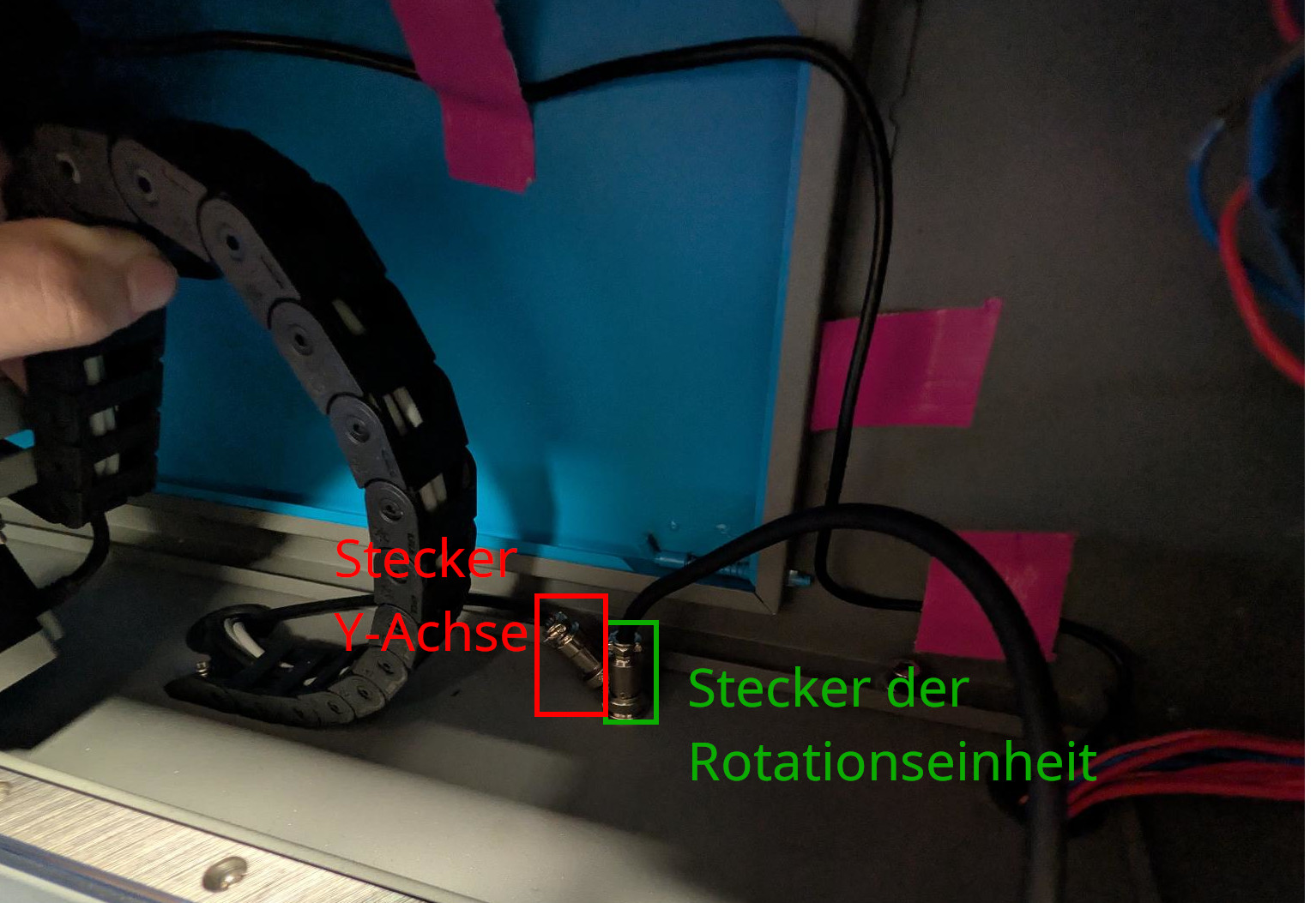
- Auf der Rechten Seite befindet sich ein Stecker für den Motor der Y-Achse (siehe Abb.). Diesen Ausstecken und stattdessen die Rotationseinheit anstecken.
- Ggf. Toolhead und Rotationseinheit so ausrichten, dass der Laserkopf mittig über dem Werkstück steht.
Konfiguration
Die Konfiguration kann entweder in Lightburn, oder direkt am Laser vorgenommen werden.
Es wird empfohlen, die Rotationseinheit in Lightburn zu konfigurieren.
In Lightburn
- Menü öffnen: Laserwerkzeuge / Rotationseinrichtung (Oder Ctrl+Shift+R)
- Werte eingeben:
- Rotationstyp: Roller
- Rotation aktivieren: Ein
- Drehachse: Y-Achse
- Schritte pro Umdrehung: 7100
- Rollerdurchmesser: 65mm

Am Lasercutter
Nicht empfohlen!
Werkstück ausrichten u. Einheit einstellen
Die linken rollen können in Höhe und Abstand zur motorisierten Seite verstellt werden.
- Abstand einstellen
- Die Fixier-Schraube unten lösen
- Die Rollen an die gewünschte Position fahren
- Die Rollen mittels Schraube wieder fixieren
- Höhe einstellen
- Die Fixierungs-Schraube (Hinten oben) lösen
- Mittels der Stellschraube (steht nach oben raus) die Höhe einstellen
- Fixierungs-Schrabe wieder festziehen
3D-Drucker Voron Trident 350
FDM 3D-Drucker
Einweisung
Hinweise
Sicherheitsrelevant
- Der 3D-Drucker wird warm. Während der Drucker in Betrieb ist sollten sowohl Düse als auch Druckbett nicht angefasst werden. Wenn der Druckvorgang abgeschlossen ist sollte man das Bett kurz abkühlen lassen.
- 3D-Drucke ohne Aufsichtsperson im Raum sind nur nach Absprache und bei Beobachtung per Webcam erlaubt. Es muss gewährleistet sein, dass im Notfall eine Schlüsselberechtigte Person rechtzeitig wieder im FabLab ist, falls etwas schief läuft. Sprecht uns bitte vorher an, wir finden eine Lösung.
Allgemeine Hinweise
- Das FabLab Ansbach übernimmt keine Haftung für entstandene Schäden. Jeder ist für sein Handeln selbst verantwortlich.
- Es darf nur Filament verwendet werden, welches vom Verein angeschafft wurde (Außnahmen sind möglich, es gibt darauf aber keinen Anspruch)
Vom Modell zum 3D-Druck
Um von einem 3D-Modell (STL-Datei) zum fertigen 3D-Druck zu kommen, muss dieses zunächst mit einem Slicer in GCode gewandelt werden, mit welchem der Drucker arbeitet. Dabei werden auch Einstellungen für das Material wie Temperatur und Geschwindigkeit festgelegt.
Mehr Infos zum Slicer: Slicer
Nach dem Slicen kann der GCode auf der Mainsail Web-Oberfläche des Durckers hochgeladen werden.
Mehr Infos zu Mainsail und Klipper: Mainsail (Web-Interface)
Vor dem Druck müssen folgende Schritte beachtet werden:
- Bei Bedarf Druckbett reinigen
- Drucker auf Materialtemperatur vorheizen (Makros in der Web-Oberfläche)
- Richtiges Filament einlegen (Vorsicht beim Wechsel von ABS auf PLA)
- Wenn PLA gedruckt wird: Türen auf und obere Scheibe entfernen
- Wenn ABS gedruckt wird: Sicherstellen, dass alle Scheiben montiert sind
- Düse putzen mit Draht "Zahnbürste"
- Programm in der Web-Oberfläche starten
Der Drucker levelt sich beim Start des Druckes jedes mal selbst, dafür sind keine weiteren Schritte notwendig. Der Druck kann bei Bedarf über die Weboberfläche unterbrochen oder gestoppt werden.
Slicer
Wir empfehlen den SuperSlicer zu verwenden.
Die empfohlenen Konfigurationen für unseren Drucker stellen wir hier zur Verfügung: https://github.com/FabLab-Ansbach/voron-slicer-configs
Mainsail (Web-Interface)
Zum Steuern (wenn es nicht schon im Slicer integriert ist), kann die Mainsail-GUI genutzt werden:
http://10.200.1.22 oder mit DNS http://voron.fablab.lan
FreeCAD
Handout von Jürgen Weigert: cloud.fablab-nuernberg.de
Elektronikwerkstatt
Oszilloskop - Rigol DHO804
4 Kanäle
Bandbreite: 70 MHz
Abtastrate: bis zu 1,25 GSa/s
Speichertiefe: bis zu 25 Mpts
Nützliche Dokumente
Lötstationen
Heißluftstation - Atten ST-862D
Temperaturbereich: 100-480 °C
Luftrate: max. 120 L/min
Leistung: 1000 W
Auch in einigen Zentimetern Abstand kann die Temperatur noch sehr hoch sein. Daher sollten in direkter Umgebung keine hitzeempfindlichen Gegenstände stehen.
Die Heißluftstation ist gut geeignet um SMD-Bauteile zu verlöten. Dazu sollte man ebenso Flussmittel und Lötpaste verwenden.
Ebenso ist die Station gut geeignet um Bauteile von Platinen zu entlöten oder Platinen vorzuwärmen.
Temperatur und Luftrate werden direkt am Gerät eingestellt oder eines der vorgegebenen Presets eingestellt. Am Handteil selbst gibt es einen blauen Knopf mit dem das heizen gestartet und gestoppt werden kann.
Anleitung (englisch)
AttenST-862DManualFWversionU06.pdf
UNI-T Power Supply
Textilwerkstatt
Schneidplotter Silhuette Cameo 5
Steckbrief
| Standort | Regal Türseite li. |
| Angeschafft | 2025-10 |
| Status | funktioniert |
| persönliche Einweisung erforderlich | wird empfohlen |
| OpenLab | Ja |
| KidsLab | Ja |
Sicherheitshinweise
Bei sachgemäßer Verwendung (siehe Punkt "Einweisung") besteht weder für den Nutzer noch für die Maschine Gefahr bei der Verwendung.
Wenn du dir unsicher bist, frage einen Lab Betreuer.
Einweisung
Der Plotter wird üblicherweise mit einer Schneidmatte (12x12) verwendet. Um direkt von der Rolle schneiden zu können, muss zunächst der Rollenhalter angebracht werden.
Aufbau des Plotters
Der Plotter sollte sicher auf dem Tisch stehen und je nach Größe des Motivs sowohl nach vorne als auch nach hinten ausreichend Platz haben. Die Folie wird ähnlich wie bei einem Drucker von Vorne nach Hinten durch den Plotter geschoben.
Der Plotter wird an den Strom angeschlossen und per USB mit einem PC verbunden.
Um die Rollenhalterung anzubringen kann die Abdeckplatte vorne durch das lösen der beiden Riegel unten entfernt werden. Der Rollenhalter rastet an den drei Zapfen unten ein.
Laden, Entladen und Bedienung
Um eine Folie in den Plotter zu laden, muss zuerst der Pfeil nach oben gedrückt werden. Dieser fängt anschließend zu blinken an.
Danach kann die Folie bzw. Schneidmatte gerade in den Plotter geführt werden.
Achtung: Es kann ein paar Sekunden dauern, bis er die Folie erkennt und einzieht. Nicht mit Gewalt vorschieben!
Nachdem der Plotter fertig ist, kann die Folie mit dem Pfeil nach unten entladen werden.
Materialien
Wir haben vier Arten von Folien für den Plotter vorrätig:
- Flexfolie: Für den Textildruck; Erkennbar durch eine glänzende und eine Matte Seite; kein Papier
- Flockfolie: Ähnlich wie Flexfolie, aber beflockt; etwas dicker als Flexfolie
- Vinylfolie: Für Aufkleber/Beschriftungen; Erkennbar am Papier auf der Unterseite
- Transferfolie: Durchsichtige Folie mit geriffelter Oberfläche; Nicht zum Plottern, sondern um Motive aus Vinylfolie zu übertragen
Allgemeine Einstellungen
Beim Schneiden mit Scheidmatte:
| X-Offset | 8.00mm |
| Y-Offset | 3.00mm |
| Cutting Mat | Cameo 12x12 |
| Tool Holder | Red (left tool) |
| Tool |
AutoBlade |
Material Einstellungen
| Material | Speed | Pressure | Blade Depth | Kommentar |
| FlexFolie (kein Flock!) | 8 | 6 | 2 | kk@20260309 |
| Vinyl | 5 | 15 | 2 | bs@20260202 |
| Druckerpapier | 5 | 10 | 2 | ld@20260802 |
Software
Inkscape-Silhuette
Als freie Software um den Plotter zu steuern steht Inkscape-Silhuette zur Verfügung.
Weitere Informationen und eine Installations-Anleitung gibt es unter: https://github.com/fablabnbg/inkscape-silhouette
Transferpresse iXpress Pro
Steckbrief
| Standort | Tisch Türseite li. |
| Angeschafft | 2025-10 |
| Status | funktioniert |
| persönliche Einweisung erforderlich | wird empfohlen |
| OpenLab | Ja |
| KidsLab | mit Betreuer |
Sicherheitshinweise
Einweisung
Software
Templates
Maschine XY
Steckbrief
| Standort | |
| Angeschafft | |
| Status | |
| persönliche Einweisung erforderlich | |
| OpenLab | |
| KidsLab |